Hot keywords:Dongguan laser welding machine Automatic laser welding machine Laser welding machine manufacturers
Welcome to Dongguan zx laser Technology Co., Ltd. official website!




The challenge of laser welding of copper is related to the two main physical properties of the material: the low absorptivity of most high power industrial lasers and the high thermal conductivity in the process. The absorption rate of copper increases as the wavelength decreases, which means that a visible band laser (e.g., a green laser with a wavelength of 532 nm) for copper soldering will have a significant advantage, but for most welding applications Power range These lasers are not yet available or have not yet been validated.
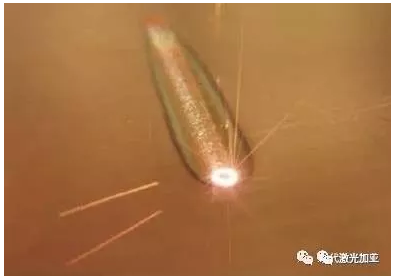
Figure 1: Non-defective copper brazing through a high-speed beam swing process
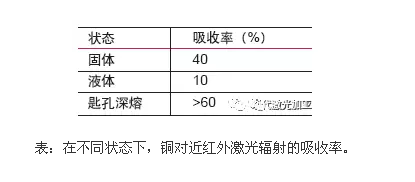
Infrared lasers have an absorptivity problem when handling solid materials. If the material is melted or evaporated by deep welding, the absorption rate will increase significantly. The absorption rate of solid copper is less than 4%, while the absorption rate of copper vapor (keyhole deep welding) is higher than 60% (see table below). This absorption problem can be overcome by a very high power density, which greatly accelerates the melting and evaporation of copper and thus increases its absorbency.
Through the high-speed video evaluation shows that the stability of the process can be established in less than 1ms time. For continuous wave (cw) welding operations, this obstacle must be overcome at the start of welding. Keyhole welding process is established, it will provide a constant high absorption rate. And for pulse operation it must be overcome at the beginning of each pulse.
The high power density required for soldering can be obtained by using a single mode fiber laser. Compared with other solid-state lasers, these lasers have excellent beam quality and focusing performance. IPG is capable of delivering high-power single-mode lasers up to 10 kW, as well as high-brightness multimode lasers with power over 10 kW, with robust, industrial-proven designs.
Using these single-mode fiber lasers and low-order mode high-brightness lasers, power densities above 108 W / cm² can be achieved, and reliable coupling can be achieved even at hundreds of watts of power. These lasers have a strength of 50 times compared to conventional multimode lasers with comparable power. IPG offers YLR series of single-mode fiber lasers with power ranging from 100W to 1000W and is equipped with a 19 "compact rack. The company also offers YLS series fiber lasers with power up to 10 kW (Figure 2). The overall efficiency of the series reached 40%.

Figure 2: High-power single-mode fiber lasers: air-cooled rack YLR-1000-SM (left) and 3kW system type YLS-3000-SM (right).
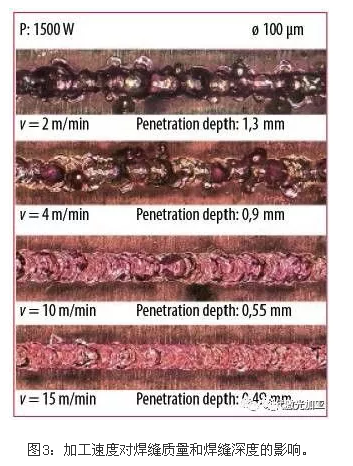
Another problem with copper welding is the instability at low speed. Typically, welding speeds of less than 5 m / min may face problems of welding instability, such as splashing, stomata, and irregular weld surfaces. With the welding speed, this instability gradually disappeared. In the 5-15m / min range of welding speed, the quality reaches an acceptable level. If the welding speed is higher than 15 m / min, the resulting weld is substantially free of defects (Fig. 3). This means that the best welding parameters are within the limits that traditional motion systems, such as robots, can achieve.
This must be achieved with higher laser power. New process studies have shown that process stability can be achieved not only by increasing the speed of the welding direction, but also by the dynamic position of the beam guiding lens. This swing technology enables it to form a stable solder joint at a relatively low weld speed and significantly reduces weld depth.
With this swing technology, only single-mode fiber lasers with 1kW of power can achieve high-quality copper welds up to 1.5mm in weld depth. The same technology can also be applied to high-brightness multimode lasers. Using a fiber with a power of 6kW and a beam quality of 2 mm mrad, it is shown that a high quality welding of 5mm weld depth is achieved.

The dynamic control of the beam can be achieved by a conventional scanning galvanometer or a new swivel head, which combines the proven performance advantages of a welded joint and a scanning galvanometer. The two galvanometers have the flexibility to use a variety of pre-programmed graphics and shapes, such as circles, lines or "8-shaped", as well as freely programmable graphics and shapes within a certain size. One of its main advantages is the ability to use a standard focusing mirror instead of the f-theta field mirror to withstand higher power densities at lower focal offsets, while the use of conventional transverse air curtains and protective windows reduces consumables cost. IPG's FLW-D50 and FLW-D30 series wobble welds can operate at oscillations up to 1 kHz and can be easily integrated into a variety of processing systems (Figure 4). These welding heads can withstand up to 12 kW of laser power.
Experimental results
The circular swing motion shows the best results when welding a complex path with varying welding directions. The final beam speed can be easily controlled by the swing frequency and the swing diameter (vc = πD f). In most cases, the welding speed vector vw for dynamically locating the circular beam velocity vc is negligible because the beam speed is much higher than the welding speed vw.

The frequency setting for providing the best results depends on the spot size, the swing diameter (and the resulting circular beam velocity vc) and the linear welding speed. Figure 5 shows the weld surface under constant welding speed, laser power and frequency, but with different swing diameters. The spot size is about 30 μm at a focal length f = 300 mm. The laser power is kept constant by 1 kW, and the linear welding speed is set to 1 m / min. If there is no swing motion, these parameters will result in very unstable processes such as overheating pools and pores.
With the increase of the swing diameter and the corresponding increase of the circular beam speed, the surface quality is more and more stable. Depending on the swing parameters and the spot size, the beam and the keyhole formed are usually moved in the metal bath or in the solid and re-solidified material. In both cases, the process can achieve stability.
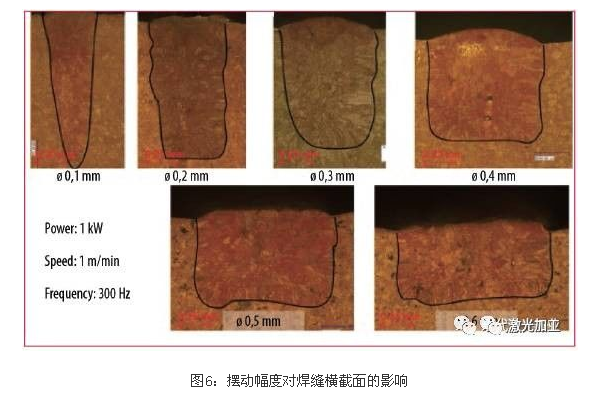
The following weld cross-section reveals another advantage of the technique that the swing diameter can be used to customize the shape of the weld cross-section. A small swing diameter creates a typical V-shaped cross-section of laser welding, while a larger diameter can change the weld from V-shape to U-shaped or very regular rectangle (Figure 6). If the energy input per unit length of the weld is constant (E = P vw), the weld cross section remains almost constant. This technology enables it to meet the specific application requirements for weld cross-section requirements.
In the electrical contact of the stack welding, you can increase the contact area to reduce the resistance, while controlling the welding depth and heat input. In the welding of dissimilar materials such as copper and aluminum, the fusion ratio of the material can be controlled by controlling the welding depth. By the shallow melting of the underlying metal sheet, the amount of molten material can be minimized and the intermetallic compound can be reduced by controlling the dilution rate.
脉冲,连续或两者同时?
Over the past few years, pulse pulses with a duration of several milliseconds have been pushed to the market. They replace the traditional flash-pumped Nd: YAG lasers in a wide range of applications. Such lasers include single-mode lasers with an average power of 250W and a peak power of up to 2.5kW. Previously referred to the problem of copper pulsed welding, it is important to overcome the problem of weaker absorption at the beginning of the pulse and subsequent energy input control due to abrupt changes in absorptivity and heat transfer.
By using a single-mode laser to reduce the spot size, the problem of absorption can be bypassed, but at the same time, the concentrated energy input on the one hand leads to small and weak solder joints, on the other hand will lead to melt overheating. The solution to this problem is as simple as the process used for continuous lasers, and the same wobble technique can be used on quasi-continuous (QCW) lasers.
The high-frequency beam motion causes the laser beam to move a relatively long distance in a relatively short pulse time. This means that quasi-continuous welding is achieved during one pulse, for example, a 20 ms long pulse at a 600 Hz wobble frequency achieves round solder joints or short wire welds consisting of twelve rotating beams. By adding pulses to the linear welds, the copper weld can have high weld quality, low average power, and corresponding low investment costs. The solidification and remelting between the pulses does not produce welding defects such as porosity, strong splashing or uneven penetration depth. Swing diameter determines the weld size and weld depth. In addition, the heat input is much smaller, so the use of pulsed fiber lasers can easily solder the key electrical components.
to sum up
Experiments show that high-brightness fiber lasers can overcome all the known problems in copper welding applications. The high power density achieves instantaneous coupling and formation of keyholes, enabling stability and high absorptivity even at 1070 nm. With high dynamic beam swings, the welding process is very stable, thereby reducing or avoiding stomatal and splash phenomena, resulting in high quality welds.
The process parameters set for the swing of the beam enable the weld geometry to be controlled, resulting in a very shallow weld in the deep weld process. The use of long pulse quasi-continuous fiber lasers, even in a single pulse through the beam high-speed dynamic movement to complete the spot welding. In this way, it is possible to create a high-quality weld by increasing the pulse at a very low average power